Les métaux réagissent différemment à la chaleur et vous devez choisir votre mode de brasure en fonction de leur structure et de l’épaisseur des pièces à souder. Pour ce qui concerne la brasure cuivre, vous avez le choix entre deux procédés : la brasure tendre à l’étain et la brasure forte avec des baguettes au cupro-phosphore. Pour la première, la lampe à souder est à privilégier, pour la seconde, il est préférable de passer par un chalumeau oxyacétylénique.
Brasure tendre ou brasure forte ?
Le cuivre sert principalement pour les conduites d’eau et vous pouvez dans ce cas choisir l’une ou l’autre de ces techniques. En revanche, dès lors qu’il s’agit de tuyauteries de gaz, vous êtes soumis à des restrictions sécuritaires et devez respecter les normes et réglementation. Ceci implique de n’utiliser que la brasure forte.
La brasure tendre à la lampe à souder
 Le brasage tendre à l’étain nécessite une température comprise entre 90 °C et 450 °C. Attention de ne jamais utiliser d’alliage plomb / étain – également connu sous le nom de métal blanc – pour vos conduites d’eau. En effet, le plomb étant toxique, il est à bannir de toute conduite en contact avec l’alimentation et donc l’eau, car son ingestion est dangereuse pour l’organisme. Il existe des kits de soudure cuivre étain spécifiquement conçus pour les conduites d’eau potable.
Le brasage tendre à l’étain nécessite une température comprise entre 90 °C et 450 °C. Attention de ne jamais utiliser d’alliage plomb / étain – également connu sous le nom de métal blanc – pour vos conduites d’eau. En effet, le plomb étant toxique, il est à bannir de toute conduite en contact avec l’alimentation et donc l’eau, car son ingestion est dangereuse pour l’organisme. Il existe des kits de soudure cuivre étain spécifiquement conçus pour les conduites d’eau potable.
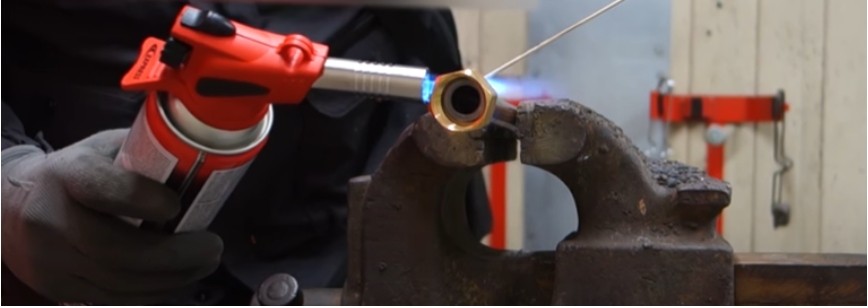
Pour braser votre tuyau de cuivre à l’étain, vous pouvez utiliser un chalumeau mono gaz ou une lampe à souder, car le point de fusion de l’étain est relativement bas. Ces appareils sont reliés directement à des cartouches jetables à soupape. Il peut s’agir de propane, ou parfois de butane et parfois d’un mélange des deux.
Le brasage tendre – mode d’emploi
Vous devez atteindre la température idéale de 450 °C, même si parfois elle ne dépasse pas les 270 °C, ce qui est suffisant pour atteindre le point de fusion de 231,9 °C de l’étain.
Vous devez passer le liant (ou décapant) cuivre / étain sur le tube de raccord. Étamez individuellement les deux parties qui sont destinées à s’emboîter l’une dans l’autre. Introduisez ensuite le tube dans la partie femelle du raccord, tout en continuant à chauffer la zone de jonction. Cela vous permet de garantir une meilleure surface de contact et d’obtenir ainsi une étanchéité totale. Passez pour finir un chiffon humide sur la brasure avant qu’elle ne refroidisse. Votre brasure cuivre est alors parfaitement homogène.
La brasure forte au chalumeau mono gaz ou oxyacétylénique
La brasure forte est la méthode le plus souvent privilégiée par les professionnels. Elle nécessite une température plus élevée que la brasure tendre, entre 700 °C et 875 °C.
Vous pouvez utiliser un chalumeau mono gaz qui passe par un mélange butane propane optimisé, ou un chalumeau bi gaz, comme le chalumeau oxyacétylénique. La seconde solution est à privilégier.
Le chalumeau oxyacétylénique utilise deux gaz – l’oxygène et l’acétylène – et vous permet d’obtenir une flamme pouvant atteindre une température de plus de 3 000 °C. Plus encombrant, il s’agit d’un outil professionnel qui vous permet de réaliser votre brasage cuivre, mais aussi avec d’autres métaux d’apport, comme le zinc ou le plomb.
Pour le brasage cuivre, vous pouvez utiliser des baguettes de métal d’apport au cupro-phosphore auto-décapantes ou nues, avec décapant adapté, incorporé ou non. Vous devez dans ce cas porter la température entre 715 et 900 °C.
Si vous procédez à un assemblage cuivre et laiton, il est préférable d’utiliser un métal d’apport à base d’argent enrobé ou nu avec décapant adapté. La température devra être moindre, car le point de fusion du laiton est moins élevé que celui du cuivre.
Produits associés
-

Poste oxyacétylènique Koro Réf. 2907
Poste oxyacétylènique Koro complet sur chariot Réf. 2907.
Produits associés à cet article disponible sur express.fr
-


Bouteille d’acétylène Réf. 524
Bouteille d'acétylène Réf. 524 d'une contenance de 800 L -

Bouteille d’oxygène pour chalumeau oxyacétylénique Koro Réf. 523
Bouteille d'oxygène 1m3 -


-
 604,74€ HT
604,74€ HTPoste oxyacétylénique Koro Réf. 2909
Poste oxyacétylènique Koro sans bouteilles sur chariot Réf....